Paslanmaz Çelik Çekme Boru
Paslanmaz Çekme Boru
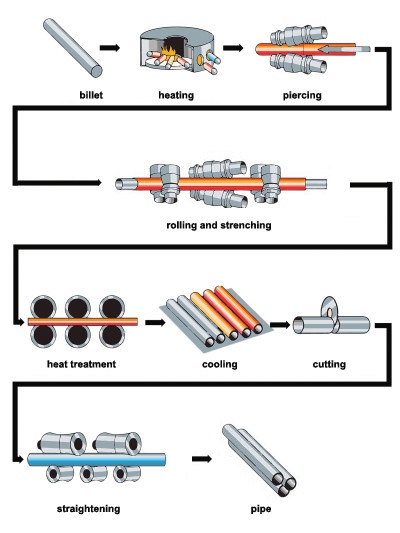
Sıcak esktrüzyon gelişmeden önce, borular Mannesmann yöntemi ile imal edilirdi. Daha sonra elde edilen bu borular yine haddeleme ile inceltilirdi. Bu imalat tarzının imkânsız olduğu durumlarda borular, pahalı olan ve soğuk olarak uygulanan içi boş bloktan veya yuvarlak çubuktan çekme ile elde edilirdi. Bu yöntemin esasında bloğun ekseni boyunca geçen bir malafa ve bloğun ucunun geçmesi için matris vardır. Basınç, sıcaklık bloğa uygulandığında metal blok matristen çıkarken bir boru olarak çıkmaya zorlanır. Et kalınlığı, malafa ile matrisin yarıçap farkı olarak bilinir.
Dolu takozlarla boru ekstrüzyonunda önce piston bir yığma yapar, sonra delme malafası hareket ederek takozu deler ve bir kısım metali dışarı atar. Daha sonra piston hareket ederek boru ekstrüzyonunu sağlar. Bu yöntemle homojen et kalınlığı olan borular ancak düşey ekstrüzyon preslerinde imal edilir.
Boru ekstrüzyounun da kullanılan silindirik metalik bloklar, dolu veya delikli olabilir. Direkt ekstrüzyon da dolu ve delikli takozlardan, endirekt etkstrüzyon da ise sadece delikli takozlardan boru üretilir.